A produção de queijos processados envolve uma série de técnicas e procedimentos específicos, resultando em produtos de sabor único e texturas cremosas. Desde a seleção dos ingredientes até os processos de fabricação e controle de qualidade, cada etapa desempenha um papel crucial na obtenção do produto final desejado.
A Doremus, em parceria com diversas fábricas de laticínios no Brasil e na América Latina, se destaca por seu compromisso com a excelência em todas as etapas da produção. Essa abordagem abrangente engloba orientação, fornecimento de ingredientes para toda a Indústria Alimentícia e foco na eficiência em qualidade, processo e custos, etapas fundamentais para o sucesso no setor lácteo.
Com o intuito de compartilhar conhecimento para fábricas de todo o país, estamos lançando uma série de artigos técnicos sobre Queijos Processados, à começar pelo Requeijão. Nesta primeira parte, abordaremos os três tipos de massa mais comuns na fabricação do requeijão cremoso tradicional: a massa tradicional ou ácida, massa enzimática e a massa de ácido lático ou lática.
Controle de Qualidade na Fabricação do Requeijão
É crucial destacar a importância do controle dos pontos críticos durante a fabricação do requeijão, bem como a influência direta da qualidade da massa e do creme de leite no produto final. Além disso, é fundamental considerar as perdas no processo, que elevam os custos e dificultam a padronização do produto.
A qualidade da massa e do creme de leite são os principais fatores para garantir a excelência do requeijão final. A escolha da massa adequada depende de diversos fatores, tais como:
- Aplicação do produto final;
- Estrutura da fábrica para obtenção da massa;
- Equipamentos utilizados na fabricação do requeijão;
- Necessidade de aproveitamento do soro;
- Qualidade do leite recebido pela indústria.
Tipos de massa utilizadas para Requeijão

Massa tradicional
A massa tradicional é uma das primeiras desenvolvidas para a fabricação de requeijão e ainda é amplamente utilizada pelos fabricantes, principalmente no Brasil e quando se busca obter um requeijão para uso culinário.
Originalmente, em uma época onde as fazendas não tinham resfriadores de leite, era comum que o leite acidificasse na fazenda ou durante o transporte até os laticínios, possivelmente originando o requeijão no Brasil.
O processo artesanal envolvia o aquecimento do leite acidificado, a remoção do soro e o cozimento da massa, ocasionalmente com adição de manteiga. Em alguns casos, bicarbonato de sódio era utilizado para reduzir a acidez.
Inclusive, ainda é possível encontrar requeijão caseiro feito dessa forma em algumas regiões de Minas Gerais. Mas há também outra teoria que sugere que o requeijão seria um subproduto da fabricação da nata (manteiga).
Seja como for, o processo se modernizou ao longo do tempo, e hoje sabe-se que o uso de leite integral resulta na perda de parte da gordura no soro, o que encarece a produção e dificulta a padronização do produto. Algumas fábricas trabalham com o leite cru, porém enfrentam desafios na padronização do processo. Já outras trabalham de forma mista, leite cru e um pouco de fermento e outras pasteurizam o leite e adicionam fermento lático.
Notavelmente, o uso de leite pasteurizado com fermento lático adicionado se destaca como o método mais viável para obter e padronizar essa massa. Confira a seguir os pontos críticos do fluxograma de fabricação da massa tradicional de requeijão e suas análises.

Pontos Críticos a serem Controlados na Fabricação da Massa Tradicional de Requeijão
- Leite Desnatado Pasteurizado: Trabalhe com gordura máxima de 0,4% e não pasteurize este leite a temperaturas superiores a 72°C;
- Aquecimento de 30°C e 36°C: varia de acordo com a região. Em regiões mais frias, pode-se utilizar salas de fabricação climatizadas, mantendo a temperatura a 36°C, obtém-se uma fermentação em 7 horas;
- Adição do Fermento Lático: A cultura mesofílica, mais comum, é trabalhada em temperatura de 30 a 32°C e fermentação de 12 horas, já a mista – Mesofílicos e Termofílicos – em temperatura 36°C e fermentação de 7 horas;
- Fermentação de 7h a 12 horas: O controle rigoroso da fermentação é crucial. O pH ideal varia entre 4,90 a 5,20. pH superior afeta no rendimento da fabricação e pH mais baixo pode ocasionar um enrijecimento da caseína, dificultando sua posterior fusão;
- Quebra lenta da massa: Utilize a lira horizontal e vertical de forma lenta e somente uma vez, para obter grão 1;
- Aquecimento a 45 – 50º: Deve ser feito de forma lenta e indireta, em tanques de parede dupla – 1 grau a cada 3 minutos. Enquanto aquece, recebe uma leve e lenta mexedura, com cuidado para não quebrar os grãos formados. Neste momento se observa a expulsão do soro pela massa. O aquecimento é ajustado conforme o pH da massa. Se o pH estiver mais alto, será necessário aquecer um pouco mais; se estiver mais baixo, aquecer menos, mas mantendo sempre entre 45°C a 50°C. Um indicador confiável desse aquecimento é a aparência do soro: quando estiver mais limpo, isso indica um rendimento excelente.
- Dessoragem: Após o aquecimento, a massa é dessorada.
- Lavagem da massa: Algumas empresas optam por lavar a massa com leite desnatado, (em geral, 10% de leite em relação a massa obtida). Mas se o pH da fermentação for bem controlado, esta adição de leite pode ser eliminada. Neste caso a massa será lavada com água industrial até a mesma ficar com 0 a 1 °D.
- Prensagem: se o objetivo for a fabricação de requeijão cremoso, a massa pode ser prensada em prensas pneumáticas, acondicionadas em sacos próprios.
- Estocagem: A massa pode armazenada a 6°C por até 1 semana ou congelada por até 1 ano, a -18°C e descongelada naturalmente, de dois a três dias antes de ser utilizada, dentro da câmara fria.
- Adição de creme de leite e sal: Para requeijão culinário, é comum adicionar creme de leite e sal à massa. Após prensada, a massa fica com baixa umidade e é colocada dentro de um tacho misturador, bem parecido com os tachos utilizados para a filagem de mussarela. Aí adiciona-se, em média, 10% de creme de leite levemente salgado (com 50% de gordura com 1% de sal). Em seguida, a massa é colocada em sacos plásticos e estocada em câmara fria, de 10 a 12°C, por 7 a 10 dias. Neste tempo ocorre a proteólise, conferindo ao produto final uma textura mais cremosa que não “dá fio” (já que a proteína já está quebrada), além de sabor mais acentuado e estabilidade no derretimento.

Massa de ácido lático
A massa de ácido lático é obtida pela adição de ácido lático em leite desnatado, uma adaptação do processo tradicional de obtenção de massa citado no tópico anterior. O requeijão produzido a partir desta massa apresenta características singulares, como maior formação de fio, brilho e suavidade em comparação com outras variedades.
Entre os três tipos de massa apresentados, a massa de ácido lático destaca-se como a mais fácil de padronizar e trabalhar. A fabricação do requeijão a partir desta massa pode ser feita em qualquer equipamento, pois sua baixa concentração de cálcio facilita a fusão. No entanto, ressaltamos que o soro obtido durante o processo tem aproveitamento limitado devido à sua acidez.
A seguir, apresentaremos os pontos críticos do fluxograma de fabricação da massa de ácido lático e suas respectivas análises, contribuindo para uma compreensão mais detalhada do processo.

Pontos Críticos a serem Monitorados na Fabricação da Massa de Ácido Lático para Requeijão
- Leite desnatado Pasteurizado: É fundamental desnatar completamente o leite, garantindo um teor máximo de 0,4% de gordura pois com um teor de gordura maior, perde-se em rendimento e a massa obtida ficará mais mole e úmida, dificultando a padronização. A pasteurização deve ser realizada a uma temperatura máxima de 72°C por 3 segundos.
- Ácido lático 85%: É essencial padronizar a temperatura de adição do ácido lático, pois a partir dela se determina a quantidade necessária a ser utilizada. Normalmente, trabalha-se com temperaturas entre 45°C e 52°C. Além disso, a escolha do ácido lático é crucial. Ele deve ser filtrado, sem resíduos. Quanto mais translúcido, (ou seja, mais filtrado), menor será o residual de sabor na massa. A proporção ideal é de 30 a 40 ml para cada 100 litros de leite, diluído em água lentamente, na proporção de 8 a 10 litros por litro de ácido.
- Controle do pH na adição do ácido: Assim que o ácido lático é totalmente misturado ao leite, sob agitação lenta, colete uma amostra do soro para verificar o pH, que deverá variar entre 4,90 a 5,20. Teores mais baixos estão relacionados a massa quebradiça e pH mais alto significa que não houve completo aproveitamento da caseína do leite, ou seja, menor rendimento.
- Lavagem da massa: Após a precipitação, remova todo soro obtido. Adicione metade do volume inicial de leite em água à temperatura ambiente ou gelada (ou seja, se foi utilizado 1000 litros de leite, deve-se acrescentar 500 litros de água em cada lavagem). Mexa a massa lentamente até que a água de lavagem atinja, no máximo, 1°D de acidez. Em geral, 1 a 2 lavagens é o suficiente.
- Prensagem da massa: Após a fabricação, a massa deve ser prensada em sacos apropriados utilizando prensas pneumáticas. Isso ajuda a reduzir a umidade e permite que a massa esteja pronta para ser utilizada logo em seguida ou então, estocada por até 7 dias.
- Armazenagem em câmara fria: A massa do requeijão jamais deverá entrar diretamente em contato com o ar gelado da câmara, devendo ser armazenada em sacos plásticos ou recipientes com tampa na câmara fria. O contato direto com o ar gelado pode causar desidratação da superfície da massa (“queima da massa”), dificultando a fusão e propiciando o aparecimento de grumos no produto.

Massa enzimática
A massa enzimática é produzida de forma semelhante à da massa de mussarela, a partir de leite pasteurizado padronizado pela adição de fermentos láticos e coalho.
O leite utilizado pode ser padronizado ou desnatado. No entanto, a utilização do leite desnatado resulta em uma dificuldade maior em se fundir a massa, em comparação com o leite padronizado. Porém a massa feita a partir de leite desnatado tem uma vantagem em termos de armazenamento, pois pode ser estocada por mais tempo.
O requeijão fabricado a partir desta massa é mais cremoso, com um pouco menos de fio e brilho em comparação com a massa ácida. No entanto, pode ser brilhante e apresentar um sabor mais pronunciado, o que pode ser considerado um diferencial positivo por alguns consumidores.
Muitas empresas optam por este processo de fabricação, pois todo soro obtido durante o processo pode ser utilizado para secagem ou como ingrediente em bebidas lácteas.
É importante destacar que não é recomendável que a massa produzida com leite padronizado seja estocada. Ela deve ser utilizada assim que atingir o pH desejado, ou no máximo, dentro de 48 horas após a fabricação.
A seguir, apresentaremos os pontos críticos do processo de fabricação da massa enzimática de requeijão e suas análises, fornecendo uma compreensão mais aprofundada do processo.
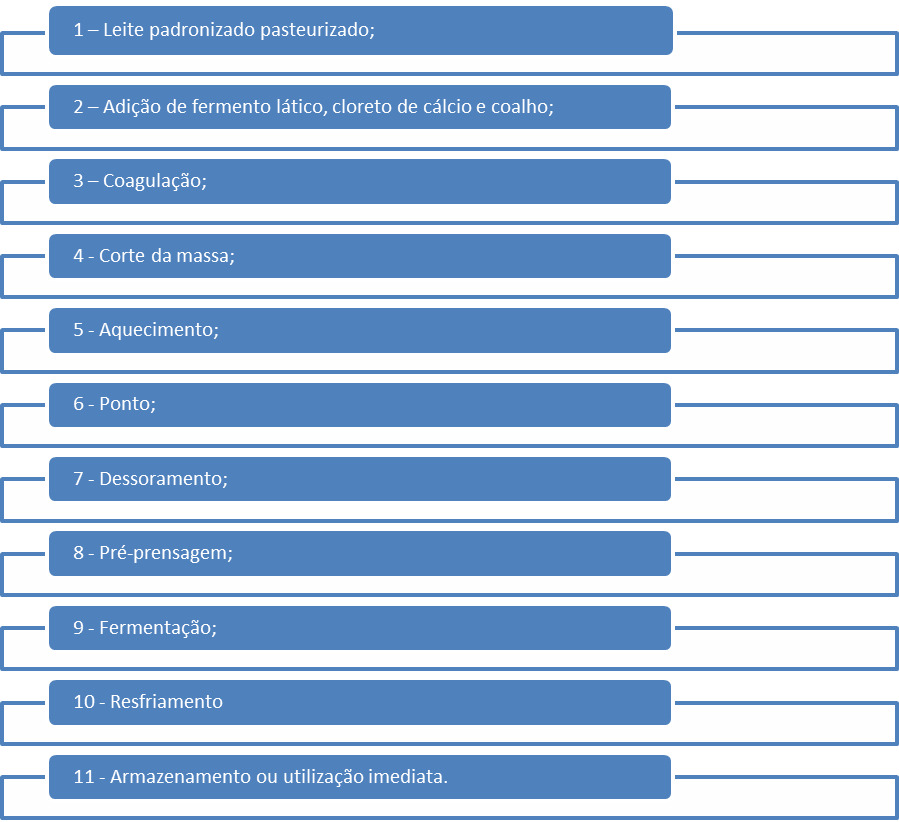
Pontos Críticos a serem Controlados na Fabricação da Massa Enzimática para Requeijão:
- Leite Padronizado pasteurizado: É recomendável padronizar o leite para 2,4% de gordura, o que permite sua utilização tanto no requeijão light quanto no tradicional, facilitando a padronização da massa.
- Adição do fermento, cloreto de cálcio e coalho: A escolha do fermento é crucial, preferindo uma cultura mista de mesofílicos com um termofílico, e não muito proteolítico. Isso garante um requeijão com mais brilho e mais fio. O cloreto de cálcio e coalho devem ser adicionados em quantidades indicadas pelo fornecedor.
- Corte da massa: A massa deve ser cortada em grãos uniformes, semelhantes a grãos de milho.
- Aquecimento: Após o corte, é levemente mexida até que os grãos formem uma fina camada e resistam ao início do aquecimento. Este deve ser feito, preferencialmente, de forma indireta e lenta, elevando a temperatura 1 grau a cada três minutos de mexedura, de modo que não quebre os grãos mas também não deixe a massa embolar. A temperatura final de aquecimento dependerá muito do leite e do fermento utilizado, variando entre 40 e 42°C. O ponto é semelhante ao do queijo Minas Padrão.
- Pré prensagem: após a pré-prensagem a massa é cortada em blocos de, aproximadamente, 10 a 15 kg, mantendo a temperatura homogênea por meio de viragens a cada duas horas ou em ambiente climatizado. Este cuidado garante que a massa atinja o pH final padronizado em todo o bloco.
- Fermentação: O pH final da massa varia entre 5,0 a 5,30, idealmente permitindo ajustes no pH do requeijão sem a necessidade de corretores de pH adicionais.
- Resfriamento: Assim que atingir o pH próximo ao desejado, a massa deve ser embalada em sacos plásticos ou caixas com tampa e refrigerada, ou imediatamente utilizadas. Quando deixada para o dia seguinte, recomenda-se moer a massa antes do processo de fusão para facilitar o processo seguinte caso não se tenha um conjunto de facas eficiente no equipamento.
Tabela Comparativa: Vantagens e Desvantagens dos Tipos de Massa para Requeijão
| Massa Tradicional | Ácida | Enzimática | |
|---|---|---|---|
| Fácil obtenção/padronização | - | +++ | + |
| Leite padronizado | Não | Não | Mais recomendado* |
| Leite desnatado | Sim | Sim | Pode ser usado* |
| Sabor | ++ | + | +++ |
| Brilho | +++ | +++ | ++ |
| Cremosidade | ++ | ++ | +++ |
| Formação de fio | +++ | +++ | ++ |
| Uso de soro formado | - | - | +++ |
| Estocagem | +++ | +++ | - |
(*) desnatado, existe uma dificuldade maior em se fundir esta massa, comparado com a massa de leite padronizado. Porém, a massa feita a partir de leite desnatado pode ser estocada por mais tempo.

Proteínas Lácteas: Contribuições e Benefícios para o Requeijão
O uso de proteínas lácteas, como a caseína e as proteínas do soro do leite, é comum na fabricação de requeijão. Essas proteínas contribuem para diversas características do produto final, incluindo sabor, textura e valor nutricional.
Incorporar proteínas lácteas no requeijão pode oferecer benefícios significativos, como a substituição de massa e gordura, além de contribuir para a padronização do processo. Confira a seguir em quais aspectos as proteínas lácteas são importantes.
Substituição de massa
As proteínas lácteas, como a caseína ou proteínas do soro, podem substituir parte ou a totalidade da massa tradicionalmente utilizada na fabricação do requeijão. Isso pode resultar em economia de matéria-prima, simplificação do processo produtivo e padronização do produto final.
Redução de gordura
Incorporar proteínas lácteas permite a redução da quantidade de gordura necessária no requeijão, mantendo a textura e a qualidade do produto. Isso atende às demandas por produtos com menor teor de gordura.
Padronização do Processo
O uso de proteínas lácteas na produção de requeijão pode contribuir para a padronização do processo, garantindo mais consistência nas características sensoriais e físico-químicas do produto final. Isso é especialmente importante para produtos que visam manter um perfil uniforme.
Melhoria da Textura e Consistência
As proteínas lácteas contribuem para a formação da estrutura e textura do requeijão. Logo, a adição adequada pode melhorar a consistência, proporcionando uma textura mais suave e agradável.

Estabilidade em Processos Térmicos
Proteínas lácteas conferem estabilidade ao requeijão durante processos térmicos, como pasteurização. Elas ajudam a preservar as características estruturais do produto final.
Controle de Sinérese
A presença de proteínas lácteas ajuda a prevenir a sinérese (liberação de soro no produto). Além de estabilidade, também garante boa aparência ao longo da vida útil do requeijão.
Perfil Nutricional Aprimorado
Ao substituir massa e reduzir gordura, o requeijão resultante obtém um perfil nutricional mais equilibrado, com maior teor de proteínas em relação a gorduras e carboidratos.
Alinhamento com Tendências de Mercado
Produtos que incorporam proteínas lácteas estão alinhados com a crescente tendência de consumo que é a busca por opções mais saudáveis e nutritivas, especialmente aqueles produtos que atendem às demandas por redução de gordura e aumento de proteínas.

Inovação na Produção de Requeijão: O Papel das Proteínas Lácteas
Ao examinarmos as diferenças nas massas utilizadas na fabricação de requeijão, observamos que a utilização de proteínas lácteas, como a caseína e as proteínas do soro, pode resultar em impactos significativos nas características do produto final. A substituição parcial ou total da massa tradicional por essas proteínas traz benefícios notáveis, como a redução de gordura, padronização do processo e melhoria das propriedades sensoriais e texturais do requeijão.
A adição de proteínas lácteas contribui para a formação da estrutura e textura, permitindo a obtenção de um produto final com consistência cremosa e características de derretimento desejáveis. Além disso, proporcionam resistência a processos térmicos, estabilidade durante o armazenamento e redução da sinérese.
Para assegurar a aceitação pelo consumidor, é fundamental encontrar o equilíbrio na formulação, preservando o sabor e aroma característicos do requeijão. Com sua abordagem inovadora, as proteínas lácteas atendem às atuais demandas por produtos mais saudáveis e com melhor perfil nutricional, em consonância com as tendências de mercado em constante evolução.
Como parceira estratégica na indústria de laticínios, estamos comprometidos em auxiliar as fábricas a alcançarem o máximo potencial em suas operações e na entrega de produtos de alta qualidade. Se você deseja tirar suas dúvidas ou buscar melhorias em seus processos de produção de queijos processados, entre em contato conosco hoje mesmo. Estamos aqui para ajudar a impulsionar o seu negócio para o próximo nível.
Gerente de P&D Lácteos na Doremus